Keep K163 Going
Intermediate Bearing Replacement
Covid19 and Lockdown 3.0
With the lifting of Covid19 restrictions, considerable effort and time from the project team was placed into busily preparing the Mornington Railway for a return to operation, and getting back to COVID normal life. As Victoria settles into lockdown 3.0, this has forced us into having to time to post a progress update on the project, we hope you will enjoy the read.
Huge Progress Continues
Huge progress continues to take place on the K163 project. The focus of this update is the manufacture of replacement Intermediate bearings for K163.
After the Newport Open Day in March the coupling rods were removed from the locomotive and all bearings pressed out of the rods for remetalling. The bearings are retained in the rods with an interference press fit (5 to 8 tons) and a small grub screw.
Unfortunately, in the case of the Left and Right Intermediate bearings, as soon as the grub screws were removed, both of these bearings fell out. This indicated these bearings have worn/deformed over the years to the point they were no longer the correct fit in the rods. Considering the extent of the overhaul it was decided now was the time to replace these Intermediate bearings (2). Fortunately, the Leading, Driven and Trailing bearings all still retained their interference fit and could be reused.
We were able to locate the Victorian Railway’s detailed dimensioned drawings for these parts
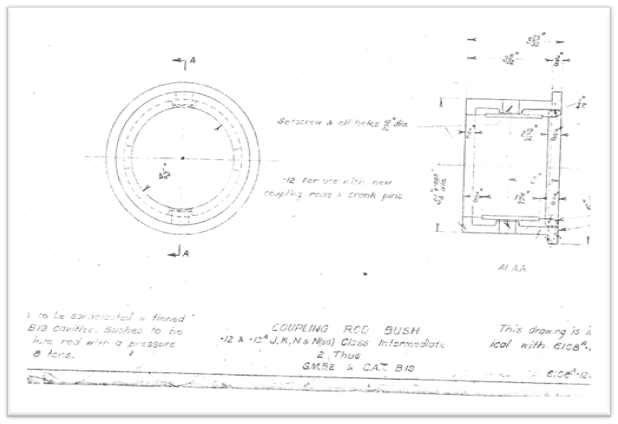
The process of manufacturing a new bearing involves procurement of bronze stock of general close size (to minimise material loss) and machining of the new bearing to the correct final size. Fortunately our project’s resident machinist Simon has a lathe suitable for the task in his home workshop, thus we could be complete this task during the ‘lockdown’.
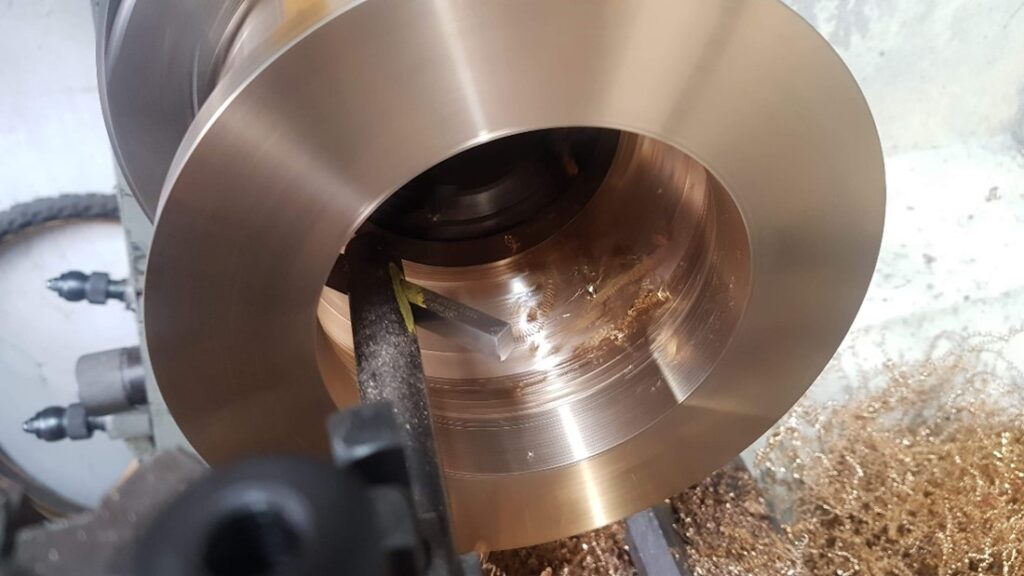
First step is to face the bronze stock in the lathe, as seen below:

The bearings have a recess on the internal diameter to retain the whitemetal bearing material, this recess is being bored out in the below two pictures:



The larger bearing face has four slots, presumably to retain the whitemetalling filling. These were marked out and ground out with a die grinder to the correct profile.


The result being very satisfactory, ready for the next step, whitemetalling:

The above picture shows the longer intermediate bearing still in the mould beside a trailing bearing showing the length comparison. These bearings are now ready for final machining to the crankpin dimensions and fitment to the rods.
More updates to follow shortly.