Keep K163 Going
Keep K163 Going Update
Firstly, thanks to everyone for their continued support, messages and donations towards the K163
project. Progress is on track, with all the major components now sent out for repair.
– Wheelsets are with INVER Engineering for crank pins to be machined
– Axleboxes are out with the contractor for remetalling and repairs
– Motion gear bearings are back at our depot for remetalling
– Brake rigging is back at Moorooduc for rebushing and new pins, where required
– Suspension gear repairs are progressing on the engine with the front compensating hangers
being replaced already
Wheelsets
Our wheelset journals have been checked for taper and out of round. Fortunately, the axle journals are all within specification with no repairs required. The crankpin journals however are out of specification in terms of taper and require machining to repair. INVER Engineering will be completing this work. The project team visited INVERs facilities on 18 th of April to see how the work will be completed.
In the old days, the Victorian Railways would have utilised what was called a Quartering machine for
this type of repair. The quartering machine is a special form of horizontal borer which can bore crank pin holes or turn crank pins from both sides of the wheelset at the same setting; provided the setting is not altered whilst swapping wheelsets, this ensures that the distance between the crank pins and the axle centres and the angle between the crank pins is consistent for all wheelsets which is vital for smooth running of the locomotive.
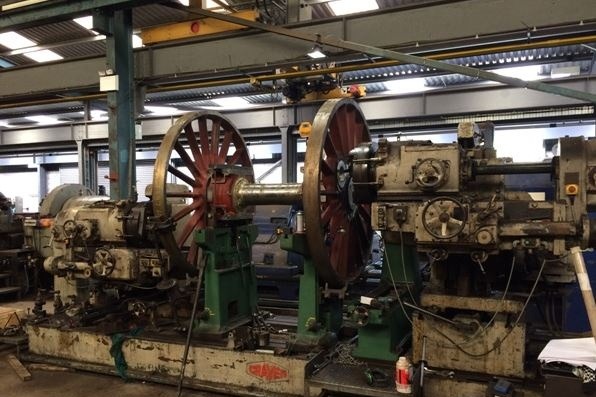
The P2 Project, 2007 Prince of Wales which is being built by the A1 steam locomotive trust in the UK
had their new wheelsets setup in the Quartering machining at the South Devon Railway (Engineering) workshop in 2018, as seen in the attached picture.
Being not aware of any active quartering machines in Australia and considering the availability of more modern techniques, the work will be completed in INVER’s horizontal borer. The use of modern digital read out (DRO) on this machine will allow for the work to be completed succesfully. The general process to be followed includes:
• Setup of the wheelset on V blocks and secure to table
• Position crank pin one side either perfectly vertical or horizontal
• Machine the crank pin on one side
• Once complete spin the table to turn the wheelset 180 degrees
• Then using the DRO, position the machine over the next crank pin precisely 90 degrees offset from the first pin
• Machine the second crank pin
• Repeat this process for all four wheelsets
This process will ensure the quartering on the wheelsets is respected.

In the next update, we are hoping to provide some information regarding the white metalling process that is taking place with our motion gear bearings and axle boxes currently. This is another of the ‘dark art’ skills associated with steam locomotive maintenance and restoration.
In the meantime, we would sincerely appreciate any further support towards our project to keep us on track.